February 24, 2025
 The medical device industry is one of the most demanding sectors, requiring precision, reliability, and innovation. Among its critical components are implants, medical devices designed to replace or support biological structures. Ensuring the functionality and longevity of these implants is paramount, and this is where RBP Chemical Technology’s expertise in specialized chemistries comes into play.
The medical device industry is one of the most demanding sectors, requiring precision, reliability, and innovation. Among its critical components are implants, medical devices designed to replace or support biological structures. Ensuring the functionality and longevity of these implants is paramount, and this is where RBP Chemical Technology’s expertise in specialized chemistries comes into play.
October 18, 2024

Chemistry plays a vital role in medical device manufacturing, ensuring that products are safe, durable, and effective. From sterilization to enhancing materials and ensuring regulatory compliance, chemical processes are critical at every step of device production. As the medical device industry faces increasing regulatory pressure and demand for innovative solutions, chemical advancements are becoming more essential than ever.
February 1, 2023

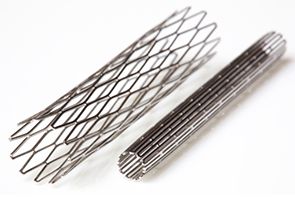
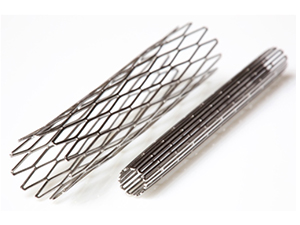
The Problem: In this instance, the affected enterprise was sourcing nitinol electropolish from an overseas supplier. With global supply chain volatility, tariffs, and freight backlogs and non-availability, the enterprise faced stock-outs, quality issues, and economic hardships from their current supplier.
January 18, 2023


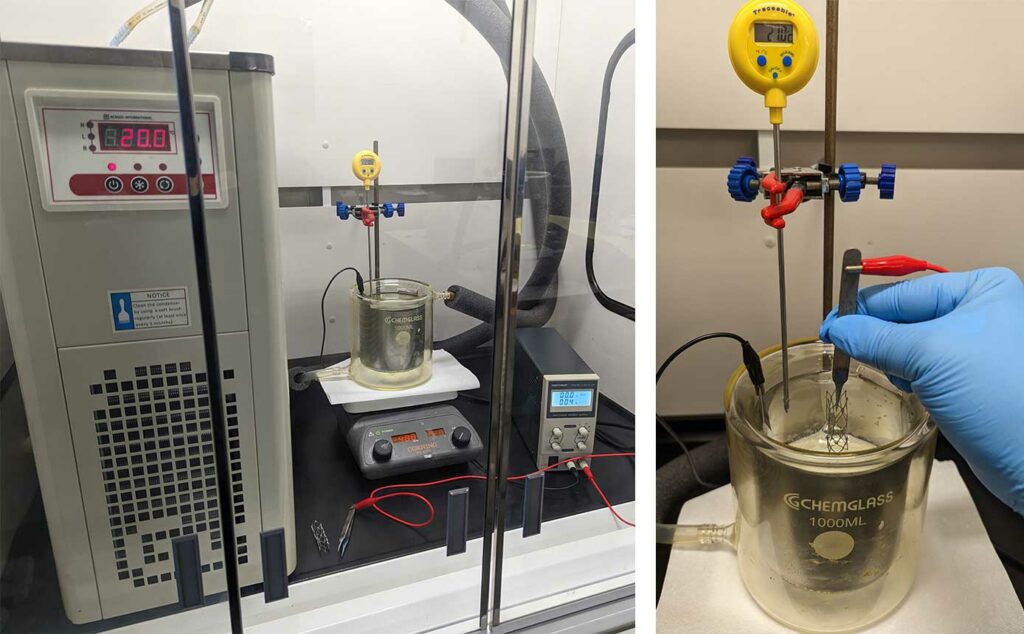
It is common to electropolish Nitinol parts in a solution of sulfuric acid and methanol cooled to subzero temperatures, typically -30˚C to -50˚C. This works, and it almost considered a standard method of electropolishing Nitinol and similar materials. But working at these low temperatures is difficult. Powerful chillers are needed. It takes time to cool the solution. Condensation issues and icing around the EP vessel need to be addressed.
January 18, 2023

Users of chemical treatment baths often ask for controls that guarantee a steady process and also allow to maximize the utility of the bath. How can we measure that the bath is the same and how do we know when it should be replaced? Well, such guidelines are difficult to be had for a couple of reasons. First, parts are not standardized, and 1 cm2 of surface of a certain Nitinol part is likely different from 1 cm2 of surface of another part (even if we are able to measure the surface area). Then, in many cases the analytical tests that would be required are complex, require chemical expertise and/or training, and sometimes advanced instrumentation. We would like the simple pH measurement to do the trick but it can’t. An acid titration? More complicated and it would give better information; but still not very usable. A fluoride concentration measurement, using a fluoride ion selective electrode, is much better but the complexity of the measurement goes up significantly. Then, perhaps water concentration is important to measure in electropolishes – this needs a specialized Karl Fischer titrator with special reagents and careful maintenance. For dissolved metal (example: nickel and titanium) we need an ICP-OES or an equivalent spectrophotometer. So the pH measurement is easy and quick but not very useful, the other more useful controls require expensive instrumentation, expertise, maintenance, and each test takes longer time. This is the reality. Yes, this all can be done, but is it worth it? The answer so far seems to be “no” from many of our customers. And the adopted process (SOP) often describes the bath control like this: run 20 stents per liter and then replace with new (example).
January 18, 2023


It is well-known that for etching (a.k.a. pickling, deoxidizing) titanium and its alloys, including Nitinol, one can use chemical mixtures containing hydrofluoric acid, HF. It also well-known that it is a relatively dangerous substance. Some medical device companies outright ban such HF-containing chemistries. There are alternatives, which work well in many cases. Those alternative chemistries contain another “fluoro” substance, named fluoroboric acid. The latter is much safer, because it does not release fluoride ion at the same concentration as hydrofluoric acid. Fluoroboric acid, HBF4, contains “bound” fluoride and has to undergo hydrolysis to yield fluoride: BF4– + H2O <-> H+ + (OH)BF3– + F–. This equilibrium reaction is shifted significantly to the left, meaning that a decent concentration of BF4– will produce little F–. This is different from HF, which is essentially the same as F–, at the same high concentration. A simple confirmation of this is a measurement of fluoride concentration with fluoride ion selective electrode (ISE). Two solutions with similar concentrations of hydrofluoric acid and fluoroboric acid show ~100 times less fluoride in the latter. Yes, one can use very very diluted solution of HF to obtain the same fluoride concentration. But it won’t be exactly the same situation: fluoride from the dilute HF solution will be consumed quickly but the fluoride from HBF4 will be replenished through the equilibrium reaction above (Le Chatelier’s Principle) and decrease at a much lower rate.
January 18, 2023

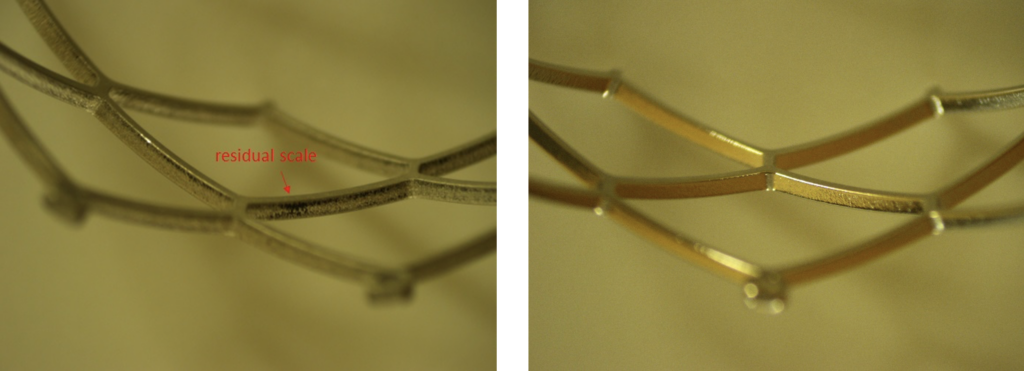
In one project we were tasked with improving a process of removing a scale/debris from laser-cut CoCr parts. It became apparent that, while CoCr is corrosion-resistant (meaning: chemically-resistant) the scale was even harder to attack. Only very aggressive chemistries worked and they had to be mixed fresh on-site, because they were reactive and unstable over time. For us, the chemical vendor, such situations present a challenge – we want a product with a decent shelf-life, stable over time. And we did not have a product for this customer at the time. However, sometime later, through experimentation, we developed a new product: CoCr Cleaner II, which is stable to ship and store, yet cleans the CoCr scale quite well.
January 18, 2023


It is a bit complicated.
Ideally, we would like to use a chemical solution that can dissolve the oxide layer and do so uniformly without attacking the base metal (meaning: we want high oxide-to-metal selectivity of the deox chemical). In reality: a) some oxides are sluggish to dissolve, and b) some areas of the part clear oxide sooner and the chemicals begin to etch the metal.
January 18, 2023


- SS beaker/tank or glass/plastic vessel with a SS cathode
- To maintain EP temperature; high capacity for low temperature electropolishing and lower capacity for room temperature electropolishing
- For less conductive EP solutions higher voltage range is necessary
- Magnetic stirring is convenient and easy; other means of exerting solution flow may offer more uniformity
- Part-dependent; SS wires or forceps are convenient; titanium and some specialty alloys will draw less current

What advantages can you gain in your business from following our recommendations?
We can help you – contact us to find out more.
December 23, 2021

Toll Blending is a common service for chemical companies (e.g.: “toll blender”) to manufacture/fulfill chemistry blending for a partner in order to reduce the partner’s production risks or capital investments. RBP Chemical Technology works with partners around the globe to provide this service, as well as, to optimize their chemical processes. Here are six reasons why customers turn to RBP for their toll blending needs.
December 21, 2021

When companies have specific chemical needs but lack the resources to address these needs in house, outsourced chemical blending – or Toll Blending – is a valuable solution.
April 30, 2021
We firmly believe that chemistry provides the perfect solutions to polish, passivate, deoxidize and coat medical implant devices. And while these chemicals are made to help, they can also do a lot a harm if misused or mistreated.
August 18, 2020
Announcing the Release of Electropolish 2152 for Nitinol and Titanium Based Embedded Medical Devices
RBP Chemical Technology is pleased to announce the release of another innovation in its proprietary portfolio of engineered processes for the cleaning, deoxidation and polishing of titanium and titanium alloys. The ElectroPolish 2152 is a non-aqueous, sub-room temperature electropolishing solution designed to yield a superior surface finish and has been shown to provide a uniformly polished surface with minimal metal removal. Use of the Electropolish 2152 enhances the corrosion resistance and thus the biocompatibility of the embedded medical device.
November 19, 2019
RBP Chemical Technology, the leaders in formulated and engineered processes for the medical device manufacturing industry, is proud to introduce CoCr Electropolish. This development is another innovation in RBP’s portfolio of cleaners, deoxidants and electropolishes/chemical polishes for metal based medical implants. Well recognized by major medical device companies, RBP Chemical Technology brings over 25 years’ experience in providing customized solutions for the corrosion protection and passivation of implantable medical devices.
October 14, 2019
When it comes to electropolishing Nitinol, it’s important to know how to electropolish Nitinol at room temperature compared to electropolishing Nitinol at very low temperatures. Here are some things to keep in mind when electropolishing Nitinol at different temperatures.
August 19, 2019
Electropolishing is a process used to remove materials from a metallic surface (in this case medical implant devices) to provide a level surface finish. Some of these surfaces including nitinol, cobalt chrome and titanium alloys. Electropolishing allows for less rejection of medical implant devices. Here are at RBP we offer a variety of electropolishes for the medical implant device industry. Here are some of the electropolishes we offer.
July 22, 2019

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
To ensure the effectiveness of medical implant devices it is essential that manufacturers correctly clean, deoxidize, polish and passivate these devices. Here is some relevant background pertaining to these processes.
December 31, 2014
For parts without colored oxide:
December 30, 2014
Minimum recommended process for electropolishing Titanium alloys
- Clean in MicroClean Ti™ (RDZ-1849) (Time and temperature to be determined, no such thing as “too much”)
- Water Rinse
- Alcohol Rinse
- ElectroPolish Ti2 (RDZ-1676), 300+ Amps/ft2, up to 10 minutes
OR
Generic Electropolish (70/30 Methanol/sulfuric) which you can make, or can purchase Nitinol Titanium ElectroPolish (RDZ-1867), used at 7-10 volts, ~50 Amps/ft2, and below -20 degrees C. If you are making this exciting blend, you may want to read “Control of Methanol-Sulfuric blends”.
If the polishing is non-uniform, the surface may be oxidized, and require a treatment after the MicroClean Ti™: MicroClean MV™ (RDZ-1995), which, although it is a strong acid de-oxidizer it will NOT remove metal.
December 30, 2014